When you pass a tool machine manufacturer and see the technicians scrape and grind by hand, you can't help wondering: "Can they really improve these machined surfaces by scraping and grinding? (Can people be more powerful than machines?)"
If you mean purely its appearance, then our answer is "no", we won't do it more beautifully, but why do we have to scratch? Of course, there are reasons, one of which is the human factor: the purpose of the tool machine is to manufacture other tool machines, but it can never reproduce a product that is more accurate than the original. Therefore, if we want to make a machine that is more accurate than the original machine, we must have a new starting point, that is, we must start with human efforts. In this case, human efforts refer to scraping by hand.
Scraping and grinding is not a "bare handed" or "freewheeling" operation. It is actually a method of copying. It almost perfectly copies the matrix, which is a standard plane and is also made by hand.
Although scraping is laborious, it is a skill (art level technology); It may be more difficult to train a master of scraping research than to train a master of wood carving. There are few books on this topic in the market, especially fewer materials on "why scraping research". This may be the reason why scraping research is regarded as an art.
01
Where to start?
If a manufacturer decides to grind with a grinder instead of scraping, the accuracy of the guide rail of his "master machine" grinder must be higher than that of the new grinder.
So where does the accuracy of the machine come from?
It must come from a more accurate machine, or it must rely on another method that can produce a truly flat surface, or it may be copied from a well done flat surface.
We can use three methods of drawing circles to illustrate the generation process of the surface (although the circle is a line rather than a surface, it can be quoted to illustrate the concept). A craftsman can draw a circle with an ordinary compass; If he used a pencil to draw along a round hole in the plastic template, he would copy all the inaccuracies of the round hole; If he draws a circle by hand, the accuracy of the circle depends on his limited skills.
In theory, a flat surface can be produced by the alternating friction (lapping) of three surfaces. For the sake of simplicity, let's use three rocks each with a fairly flat surface to illustrate. If you rub the three planes alternately in a random order, you will grind them more and more smoothly. If you only use two rocks to rub, you will get a mating pair with one concave and one convex. In practice, in addition to using scraping to replace lapping, a clear pairing order is also followed. The scraping master usually uses this rule to make the standard fixture (straight gauge or flat plate) he wants to use.
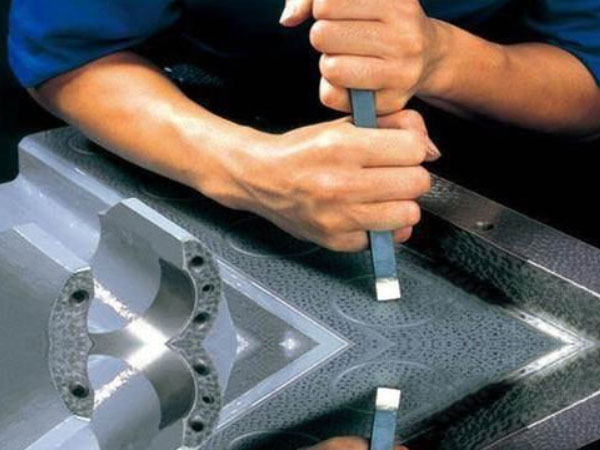
When using, the scraping master will first apply the developer to the standard fixture, and then put it on the surface of the workpiece to slide, so that the place to be shoveled off will be exposed. If he keeps repeating this action, the surface of the workpiece will get closer and closer to the standard fixture, and can reproduce the same works as the standard fixture.
Castings to be scraped are usually milled to several thousandths more than the final size, then sent for heat treatment to release the residual pressure, and then sent back for polishing before scraping. Although scraping takes a lot of time and high labor cost, scraping can replace the manufacturing process that requires high equipment cost. If you do not want to use scraping to replace, the workpiece must be refined with a high precision and expensive machine.
In addition to the high cost equipment involved in the finishing process at the later stage, there is another factor to consider: during the processing of parts, especially large castings, it is often necessary to carry out some gravity clamping actions. When the precision reaches a few thousandths, the clamping force often causes the distortion of the workpiece, so as to endanger the accuracy of the workpiece after the clamping force is released; The heat generated during processing will also cause distortion of the workpiece.
This is one of the many advantages of scraping. There is no clamping force and the heat generated by scraping is almost zero. Large workpieces are supported by three points to ensure that they will not be deformed due to their own weight.
When the scraping track of the tool machine is worn, it can also be corrected through re scraping, which is a great advantage compared with discarding the machine or sending it to the factory for disassembly and reprocessing.
When the track of a tool machine needs to be scraped again, the maintenance personnel of the factory can do the job, but we can also find people to do the job locally.
In some cases, manual scraping and electric scraping can be used to obtain the required geometric accuracy. If the rails of a group of worktables and saddles have been scraped and the accuracy has met the requirements, but the parallelism of the worktable to the spindle is found to be unqualified (it takes a lot of effort to correct), can you imagine how much technology is required to remove the correct amount of metal at the correct position with only one scraping machine, without losing the flatness and properly correcting the alignment error?
Of course, this is not the purpose of scraping, nor should it be used as a method to correct large alignment errors. However, a skilled scraping master can complete this kind of correction in a surprisingly short time. Although this method requires skilled technology, it is more economical than processing a large number of parts to be very accurate, or making some reliable or adjustable designs to prevent alignment errors.
02
Improvement of lubrication
Practical experience has proved that scraping rail can reduce friction through better quality lubrication, but people are not unanimous about the reason. The general opinion is that scraping the low points (or more specifically, the cut pits and the oil bags made more for lubrication) provide many tiny oil storage pockets, which will be scraped out by many tiny high points around.
Another logical statement is that it allows us to keep an oil film continuously, so that moving parts float on the oil film, which is the goal of all lubrication. The main reason why this happens is that these irregular oil bags form a lot of oil space, making it difficult for the oil to escape. The ideal condition for lubrication is to maintain an oil film between two smooth surfaces, but at this time you have to deal with the problem of preventing oil from flowing out, or you need to supplement it as soon as possible. (Whether there is a spatula or not on the track surface, oil ditches are usually made to help the distribution of oil.).
Such statement will make people question the effect of contact area. Scraping reduces the contact area, but it will form a uniform distribution, and distribution is the key. The flatter the two matching surfaces are, the more evenly distributed the contact surfaces are. However, there is a principle in mechanics that "friction is independent of area", which means that no matter the contact area is 10 or 100 square inches, the same force is required to move the workbench. (Wearing is another matter. The smaller the area under the same load, the faster the wear.)
What I want to say is that what we are pursuing is better lubrication effect, not more or less contact area. If the lubrication effect is flawless, the rail surface will never wear. If a worktable is difficult to move due to wear, it may be related to lubrication rather than contact area.
two
03
How is scraping done?
Before finding the high spots that must be scraped off, first paint the developer on the standard jig (flat plate or straight gauge jig when the V-rail is to be shoveled), and then rub the standard jig coated with developer on the track surface to be shoveled, the developer will be transferred to the high spots on the track surface, and then use a special scraping tool to remove the high spots. This action should be repeated until there is a uniform transfer on the track surface.
Of course, a scraping master should know all kinds of techniques. I will talk about two of them here.
Before color rendering, we usually use a blunt file to gently rub the workpiece surface to remove burrs.
Wipe the surface with a brush or hand, not with a rag. If the cloth is used to wipe, the fine twine left by the cloth will cause misleading marks in the next high spot color rendering.
Master Scraper himself will check his work by comparing the standard fixture with the track surface. The inspector only needs to tell Master Scraper when he can stop the work, so he doesn't have to worry about the scraping process. (Master Scraper can be responsible for his own work quality)
In the past, we all had a set of standards, stipulating how many high points each square inch should have, and what percentage of the total area should have; However, we found that it is almost impossible to check the contact area, and now it is up to the scraping master to determine the number of points per square inch. In a word, scraping master will generally strive to reach the standard of 20~30 points per square inch.
In the current scraping process, some leveling operations use electric scraping machines, which are also manual scraping, but can eliminate some laborious work, making scraping operations less tired. When you are doing fine assembly work, the feeling produced by manual scraping is still irreplaceable.
04
Scratched pattern
There are many types of patterns. Here we introduce several common patterns, such as arc pattern, square pattern, wave pattern and fan pattern. The arc pattern mainly includes moon pattern and swallow pattern.
1. Arc pattern and scraping method
First, use the left side of the blade edge to drop the blade, and then scrape diagonally from left to right (as shown in figure a below). At the same time, twist the wrist of the left hand to make the blade swing in an arc from left to right (as shown in figure b below), so that the scraping of the blade edge will transition from left to right. The longitudinal length of the blade trace is generally about 10mm. The entire scraping process is completed instantly, so that various arc patterns can be scraped. The blade can also be scraped obliquely from right to left. While pressing down with force with the left wrist, the right wrist is twisted to make the blade swing in an arc from right to left, making the scraping of the blade transition from right to left.
three
Basic scraping method of arc pattern
Main points of arc pattern scraping: due to different scraping conditions and operation methods, the shape, size and included angle of the arc pattern scraped have considerable changes. First, pay attention to selecting the appropriate scraper, because the width and thickness of the blade, the radius of the blade arc and the size of the wedge angle have certain effects on the shape of the arc pattern; The second is to be able to control the range of wrist twisting action and the length of the stroke of pushing and scraping when scraping; The third is to make use of the elastic effect of the cutter head. Generally speaking, the greater the wrist twisting action and the shorter the stroke of pushing and scraping, the smaller the included angle and shape of the arc pattern scraped, as shown in the above figure c.
(1) Moon pattern and scraping method
four
Before scraping, draw a square with a certain distance on the workpiece surface with a pencil.
When scraping, a fine scraper with an arc blade is used. The center line of the blade plane forms a 45 ° angle with the longitudinal center line of the workpiece surface, and the scraping is carried out from the front to the back of the workpiece.
(2) Swallow pattern and scraping method
Swallow pattern is shown in the figure below. Before scraping, draw a square with a certain distance on the workpiece surface with a pencil. When scraping, a fine scraper with an arc blade is used. The center line of the blade plane forms a 45 ° angle with the longitudinal center line of the workpiece surface, and the scraping is carried out from the front to the back of the workpiece. Common scraping methods are:
five
First, a curved pattern is scraped with the first knife, and then a second curved pattern is scraped slightly below the first one, so that a pattern similar to a swallow can be scraped, as shown in the above figure b.
2. Square pattern and scraping method
The square pattern is shown in the figure below. Before scraping, draw a square with a certain distance on the workpiece surface with a pencil. When scraping, the center line of the tool body plane forms a 45 ° angle with the longitudinal center line of the workpiece surface, and scraping is carried out from the front to the back of the workpiece. The basic scraping method is to use a narrow scraper with a straight edge (or a large radius arc edge) for short distance pushing scraping. After scraping the first square, a space shall be vacated at a distance of one square before scraping the second square.
six
3. Wave pattern and scraping method
The wavy pattern is shown in Figure a. Before scraping, draw a square with a certain distance on the workpiece surface with a pencil. When scraping, the centerline of the tool body plane shall be parallel to the longitudinal centerline of the workpiece surface, and scraping shall be carried out from the back to the front of the workpiece. The basic scraping method is: use the notched scraper to scrape, select the position of the cutter (generally the intersection), and then move the cutter diagonally to the left after the cutter is dropped. When the cutter reaches a certain length (generally the intersection), move it diagonally to the right and then lift the cutter, as shown in Figure b below.
seven
4. Fan pattern and scraping method
The fan-shaped pattern is shown in Figure a. Before scraping, draw a square and angle line with a certain distance on the workpiece surface with a pencil. The hook scraper (as shown in Fig. b below) shall be used to scrape the fan-shaped pattern. The right end of the blade shall be sharpened, the left end shall be slightly blunt, and the edge line shall be straight. The basic scraping method is:
eight
Select the tool drop position (generally at the intersection point), hold the left hand 50 mm away from the cutter head, press it down to the left, take the left end of the blade as the center of the circle, and rotate the right hand clockwise. The rotation angles are generally 90 ° and 135 °. The correct fan-shaped pattern is shown in the above figure c. Due to improper force, it is easy to scrape both ends at the same time to form the pattern shown in the above figure d. In this way, the pattern traces scraped will be too shallow and belong to the incorrect pattern.